铍铜 延伸材(板、带、棒、线)
延伸材主要是以板材,带材,棒材,线形式提供产品,提供了完整的各种合金规格和硬度,能根据用途不同进行选择。

推荐特色文章
铍铜合金因为具有较高的硬度和良好的弹性系数,可以说作为弹性材料是极其优秀的。
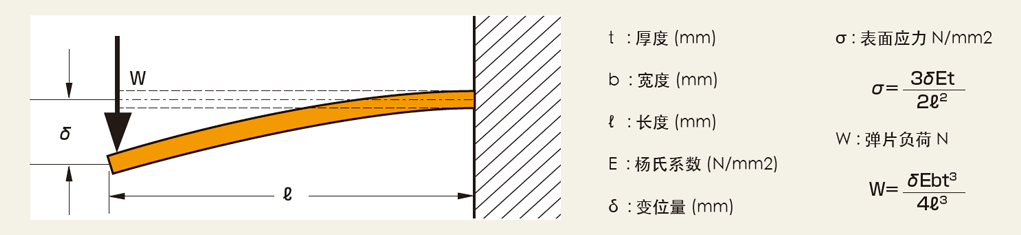
弹性系数通常指纵向弹性系数,也称为杨氏系数,一般通过拉力测试中压力造成的损伤面获得。另外,若是弹片的话,可以直接测定弹性系数。
图1是单臂悬梁的表面应力和荷重演示图,弹性系数是设计连接器及转换器移动部件的重要常量。一般而言,如果系数太大,细小的接触运动就会生产很大的触压,而如果系数太小,则不能获得所必需的接触压力。
因为铍铜的YS/E (屈服强度/杨氏系数) 大于不锈铜和磷青铜的系数,所以可以获得更大的变化和接触压力。
因为铍铜的YS/E (屈服强度/杨氏系数) 大于不锈铜和磷青铜的系数,所以可以获得更大的变化和接触压力。如果充分发挥铍铜的特性相对于获得同样的弹力要求的磷青铜做的零件就小很多。因此从而缩小移动部件的外部接线端尺寸,降低了整个产品的成本。
因为铍铜的机械张力高达1500N/mm2,同样形状连接器,用铍铜的话,质量保持不变,但是插脚间的间距变小了,能够设计成高集成化。每个插脚的成本,也能够比磷青铜更便宜。
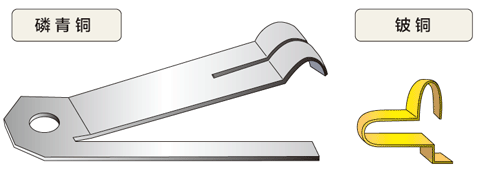
例如象图2的电池端子等,使用铍铜的话,可以实现微型轻量化设计。同样,铍铜也减轻其尺寸和重量。将节省材料和用于电镀的费用就其总成本进行比较,使用铍铜远比使用磷青铜降低很多。
| 使用材料 | 磷青铜 C5210-EH | 铍铜 C1720R-HMB |
|---|---|---|
| 使用重量(g) | 1.14 | 0.14 |
| 重量比 | 1 | 0.12 |
铍铜时效硬化材料中许多牌号由O级 (适用于深冲、杯突、拉伸) 至H级 (包括冷作在内的一定程度的加工) 。但是随着冷作比例增加,各项异性发展也产生了,因此设计中,对高级产品和成型性材料的选择对满足外形要求和节约成本来说都尤为重要。
厂内硬化材料是进行了适当的时效硬化处理。在选材时考虑到强度和成形性的平衡时,特别是严格成形要求情况,用B方式和S方式材料最合适。
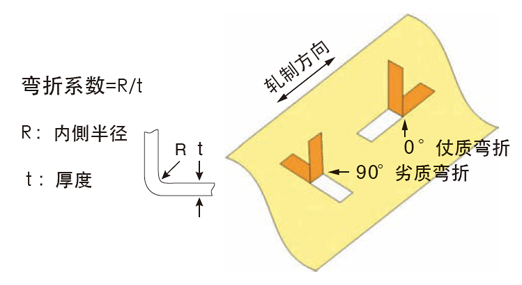
对于弯折加工的成形性,弯折系数R/t (内侧半径和厚度的比值) 来表示 (图3) 。在90度弯曲的情况中,在90度的V型模具中,使用各种半径的冲压头造成弯曲。对外表面弯曲部分无裂痕和明显粗糙现象的最小R/t比。
NGK铍铜家族的弯折系数表示如下表1~3。弯折系数根据厚度不同而不同,厚度越薄R/t的数值变小的倾向越大。以下是厚度0.15mm的R/t数值。
| 合金 | 材料 | 硬度 | 安全弯折系数 | 板厚0.15mm数值 | ||
|---|---|---|---|---|---|---|
| 与轧制方向间的角度 | 与轧制方向间的角度 | |||||
| 0° | 90° | 0° | 90° | |||
| 25 | 时效材 | O | 0.0 | 0.0 | 0.0 | 0.0 |
| 1/4H | 1.0 | 2.0 | 0.0 | 0.0 | ||
| 1/2H | 3.0 | 4.5 | 0.0 | 0.0 | ||
| H | - | - | 0.0 | 1.7 | ||
| 硬化材料 | OM | 0.8 | 2.0 | 0.0 | 0.6 | |
| 1/4HM | 1.0 | 3.0 | 0.3 | 1.0 | ||
| 1/2HM | 2.0 | 4.0 | 0.6 | 2.7 | ||
| HM | 3.0 | 6.0 | 1.0 | 4.0 | ||
| XHM | 4.0 | - | 3.0 | - | ||
| XHMS | 6.0 | - | 4.0 | - | ||
| 硬化材料 B方式 | OMB | 0.8 | 0.8 | 0.0 | 0.0 | |
| 1/4HMB | 1.0 | 1.0 | 0.0 | 0.0 | ||
| 1/2HMB | 1.3 | 1.3 | 0.0 | 0.0 | ||
| HMB | 2.5 | 2.5 | 0.6 | 0.6 | ||
| XHMB | 3.4 | 3.8 | 1.7 | 1.7 | ||
| XHMSB | 4.1 | 6.0 | 3.5 | 6.0 | ||
| 硬化材料 S方式 | HM-TypeS | 1.5 | 1.5 | 0.0 | 0.0 | |
| XHM-TypeS | 2.5 | 2.5 | 1.0 | 1.0 | ||
备注:表中的内容不是保证值,而是用于设计的参考数据。
| 合金名 | 规格 | 安全弯折系数 | 板厚0.15mm数值 | ||
|---|---|---|---|---|---|
| 与轧制方向间的角度 | 与轧制方向间的角度 | ||||
| 0° | 90° | 0° | 90° | ||
| 8 | HT | 1.0 | 1.0 | 0.0 | 0.0 |
| 11 | HT | 2.0 | 2.0 | 0.0 | 0.0 |
备注:表中的内容不是保证值,而是用于设计的参考数据。
| 合金名 | 规格 | 安全弯折系数 | 板厚0.15mm数值 | ||
|---|---|---|---|---|---|
| 与轧制方向间的角度 | 与轧制方向间的角度 | ||||
| 0° | 90° | 0° | 90° | ||
| 7 | 1/2HT | 0.0 | 0.0 | 0.0 | 0.0 |
| HT | 1.5 | 1.5 | 0.0 | 0.0 | |
| EHT | 2.0 | 1.5 | 0.3 | 0.0 | |
备注:表中的内容不是保证值,而是用于设计的参考数据。
铍铜合金在连接器、转换器、继电器等电子零件方面已作为一种强度大,导电性高的弹性材料得到广泛的使用,它们必须在静态或变数负荷条件下,长时间内处于稳定的触压下。这些电子零件长期处于电流引起的自热和环境温度的影响下,自身由于应力松弛现象,则会导致接触压力的降低。
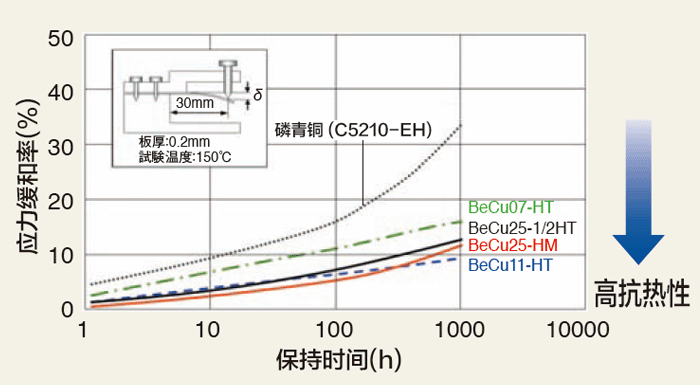
图4演示了铍铜合金和磷青铜合金应力松弛的情况。应力松弛的测试是在测试样本被安置于夹具中使之偏转形成悬臂梁的条件下进行的。偏斜的样本分别置于固定温度下经过时间。样本位移发生变化,由测定的固定装置偏转计算出残留的应力。
备注:表中的内容不是保证值,而是用于设计的参考数据。
NGK的铍铜家族作为高强度高导电性的合金的应力松弛远远小于磷青铜,而且抗热性比磷青铜要好。
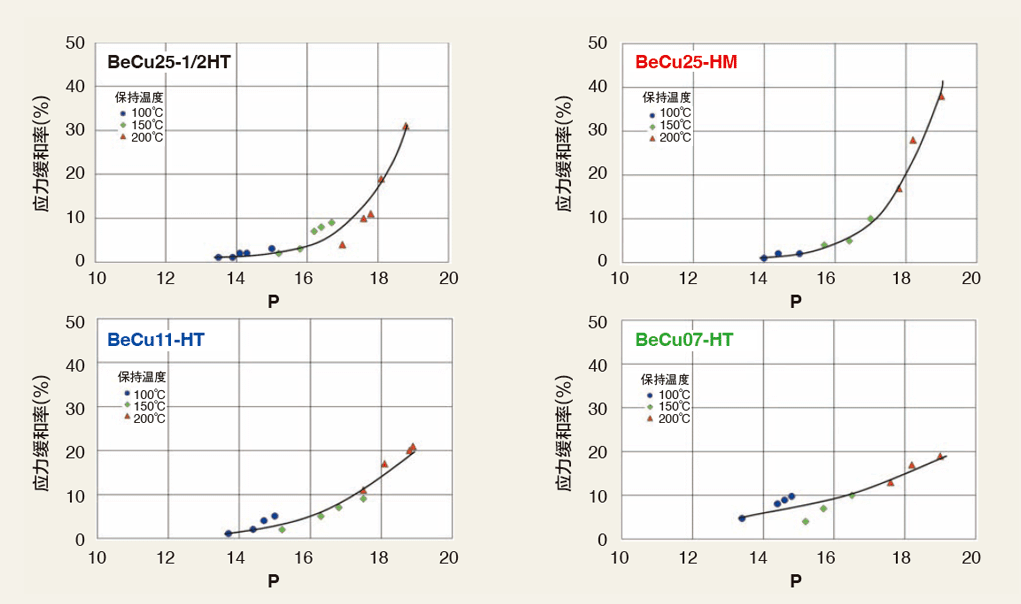
应力松弛近似于蠕变,对于了解材料长期使用情况非常重要。拉森-米勒法主要应用于以合金短时间的使用情况精确估算长期使用情况。这种方法精确度高,使用频繁,方程式 (1) 即拉森-米勒实验公式。

T:温度(℃) t:保持时间(h)
图5显示铍铜的剩余应力与铍铜合金拉森-米勒参数P之间的关系。从这一曲线可以看出P所对应的剩余应力,用于估算剩余张力所对应的设计需要的温度与时间的结合点。
备注:表中的内容不是保证值,而是用于设计的参考数据。
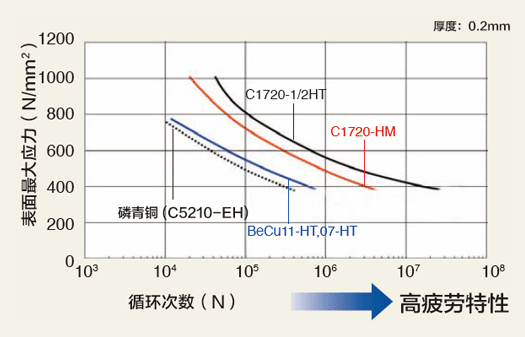
抗疲劳特性对保证微型转换器或继电器移动部件必需的重复操作意义重大。图6显示了各种铜合金疲劳特性。
铍铜合金25在所有铜合金抗疲劳特性最强,另一方面,铍铜合金11和7则表现出几乎与磷青铜完全一样的抗疲劳特性。
备注:表中的内容不是保证值,而是用于设计的参考数据。
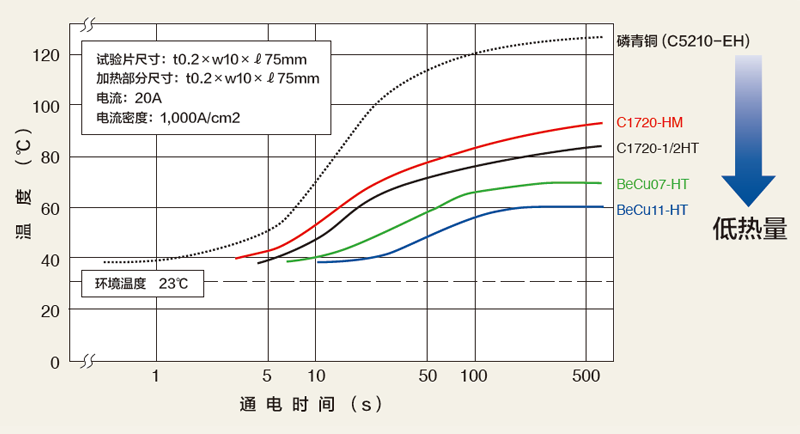
机动车辆的转换器和控制装置在正常操作中所带电流多达20-30安培。铍铜因为导电性高,所以能在安培数如此高的情况下将热效应对弹性材料的损伤减到最小。
图7列出了各种铜合金因电流导致温度上升,本图说明了当20安培的电流通过厚0.2mm,长70mm的实验片时温度上升的情况。500秒时间后进行比较,铍铜合金25温度上升了80-90摄氏度,铍铜合金7上升大约70摄氏度,铍铜合金11只上升了大约60摄氏度,而磷青铜则温度上升达120摄氏度之多。由于给定材料所受到的内部热效应可能导致使用中局部的应力松弛,因此应适当地选择导电率高的弹性材料适应转换器的高安培数负荷。
备注:表中的内容不是保证值,而是用于设计的参考数据。
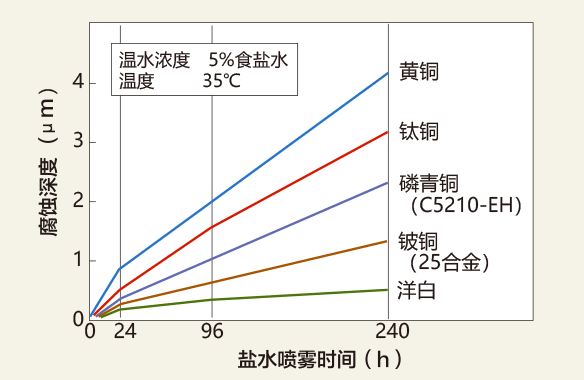
铜及其合金良好的抗腐蚀性广为人知。在众多各类的铜合金中,铍铜抗腐蚀性最好。对于黄铜和锌白铜来说,致命的应力腐蚀脆裂,而铍铜几乎不受影响。在海水中,铍铜的抗腐蚀性也等同甚至超过铝铜和铜镍合金的在抗腐蚀和硬度方面都有要求的领域非常实用。更具意义的是它同时具备了必需的抗腐蚀性和机械张力。铍铜表面被时效硬化产生的氧化密布时,就会形成一层保护膜,因此在高温下铍铜的抗氧化性也很优越。
图8 表示了各种铜合金在 (盐雾测试) 中的抗腐蚀性。铍铜的合金25,具有比磷青铜,钛铜高2倍以上的抗腐蚀性。
备注:表中的内容不是保证值,而是用于设计的参考数据。
咨询金属
关于铍铜产品的询问,请联系我们
恩基客 (中国) 投資有限公司 金属事业部