铍铜 延伸材(板、带、棒、线)
延伸材主要是以板材,带材,棒材,线形式提供产品,提供了完整的各种合金规格和硬度,能根据用途不同进行选择。

推荐特色文章
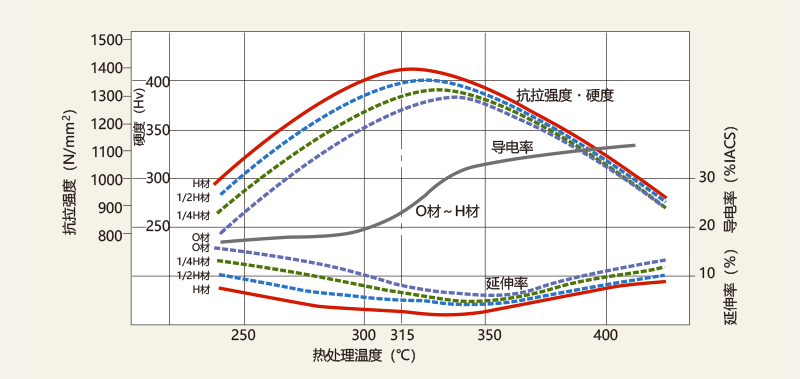
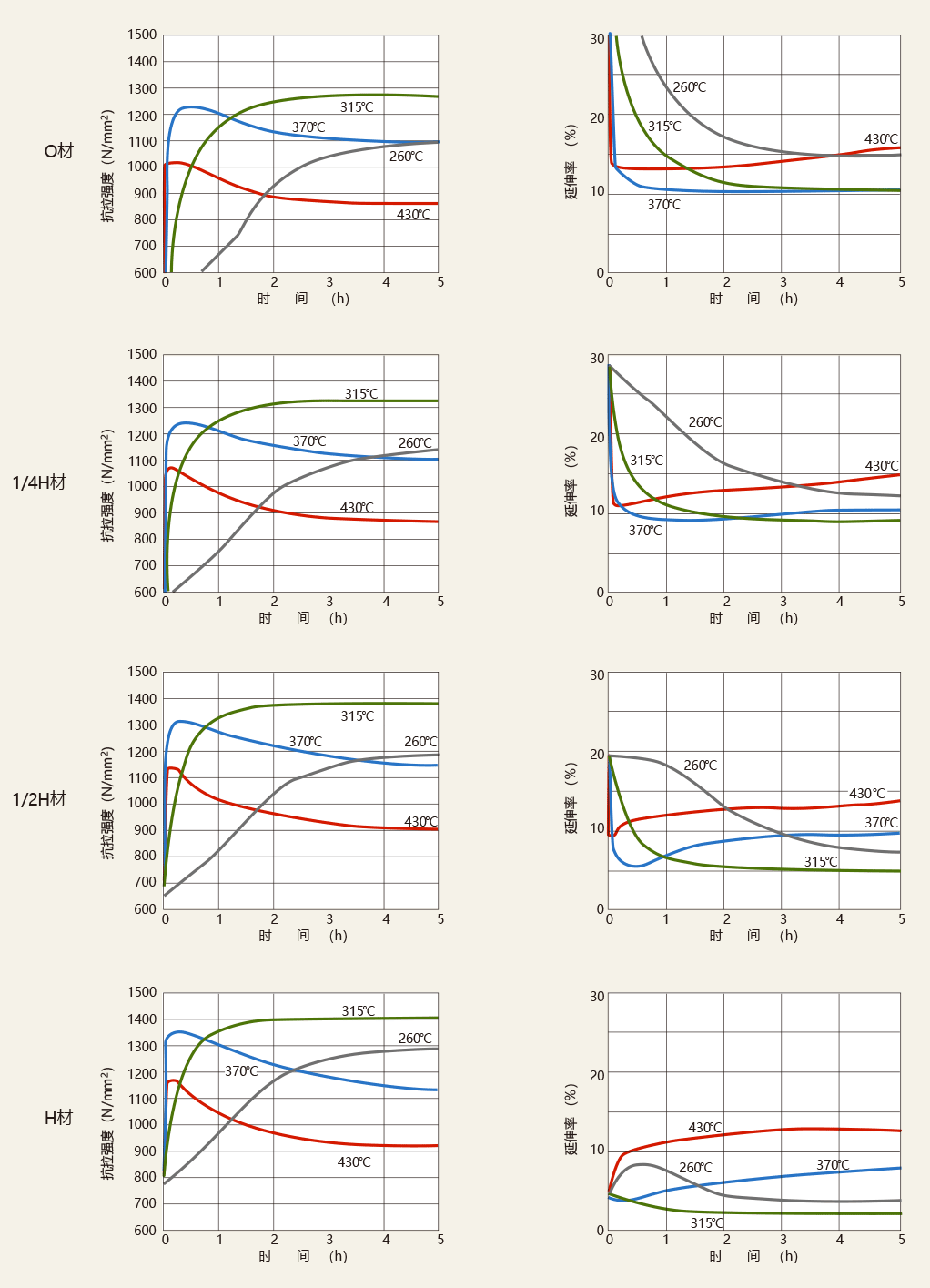
根据冷加工率的不同,铍铜处于标准时效硬化条件或其他不同条件时机械性能的变化各异。如图1,2中时效硬化曲线所表示。
铍铜合金25时效硬化材料的标准处理条件温度为315摄氏度,时间为2至3小时,时间应从材料达至规定温度开始计算。特别要注意的是,当处理部分的数量或重量超过退火炉容量时,要确保使用热电偶加热受热部分的时间维持2-3小时。尽管保温时间长短在标准热条件下对产品性能影响不大,但时间不足或温度过高时会产生影响,必须特别注意。
铍铜时效硬化处理一般在惰性气体环境中进行,如氮、二氧化碳或氩。虽然在空气中处理成本较低,但材料不能用于对表面要求的电子元件中,因为外表面附着了一层黑色氧化膜。在熔炉中使用循环气体具有受热均匀的好处,为了保护温度分布均匀,最好使用循环功能的热处理。
铍铜的合金25时效硬化材,经过时效热处理后,强度会大幅上升。在时效硬化处理过程中,铜内过饱和固态混合物铍原子经过处理中的各种程序沉淀下来,这时长度就会发生了约0.15%的收缩,这就是冲压件在时效硬化后产生变形的原因。
这种轻微的改变决定于时效硬化处理的温度和冷作的百分比。冲压的零件经过时效硬化处理,会产生轻微的变形。解决这类问题的办法有以下几种:
冲压铍铜合金时使用的钢模材料方法可与其他的铜合金冲压方法一样。但是润滑油要仔细挑选,特别是涂油应避免高氯或含高含硫,因为这种油会造成变色或者影响电镀和焊接。普通的模具材料可以用于厂内硬化材料,但是数量多,冲压精度高和提高模具寿命的时候,就要用特硬的合金。
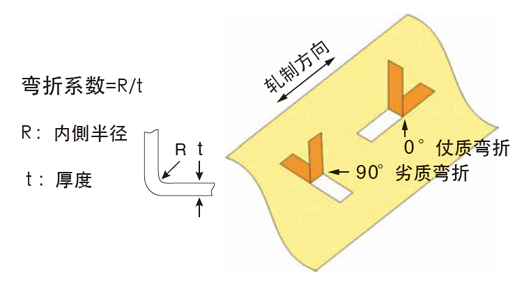
弯曲加工的时候内径R请参考表1~表3.25合金的时效材加工的时候请一定在时效硬化处理前实施。
时效硬化后的材料几乎很难不可能加工,虽然它们可以被冲压成简单形状的产品,但模具使用寿命变短了,由于厂内硬化后合金铜25,11,10和7经过冲压就能被使用,所以就不用再做时效硬化处理了。
| 合金 | 材料 | 硬度 | 安全弯折系数 | 板厚0.15mm数值 | ||
|---|---|---|---|---|---|---|
| 与轧制方向间的角度 | 与轧制方向间的角度 | |||||
| 0° | 90° | 0° | 90° | |||
| 25 | 时效材 | 0 | 0.0 | 0.0 | 0.0 | 0.0 |
| 1/4H | 1.0 | 2.0 | 0.0 | 0.0 | ||
| 1/2H | 3.0 | 4.5 | 0.0 | 0.0 | ||
| H | - | - | 0.0 | 1.7 | ||
| 硬化材料 | OM | 0.8 | 2.0 | 0.0 | 0.6 | |
| 1/4HM | 1.0 | 3.0 | 0.3 | 1.0 | ||
| 1/2HM | 2.0 | 4.0 | 0.6 | 2.7 | ||
| HM | 3.0 | 6.0 | 1.0 | 4.0 | ||
| XHM | 4.0 | - | 3.0 | - | ||
| XHMS | 6.0 | - | 4.0 | - | ||
| 硬化材料 B方式 |
OMB | 0.8 | 0.8 | 0.0 | 0.0 | |
| 1/4HMB | 1.0 | 1.0 | 0.0 | 0.0 | ||
| 1/2HMB | 1.3 | 1.3 | 0.0 | 0.0 | ||
| HMB | 2.5 | 2.5 | 0.3 | 0.3 | ||
| XHMB | 3.4 | 3.8 | 1.7 | 1.7 | ||
| XHMSB | 4.1 | 6.0 | 3.5 | 6.0 | ||
| 硬化材料 S方式 |
HM-TypeS | 1.5 | 1.5 | 0.0 | 0.0 | |
| XHM-TypeS | 2.5 | 2.5 | 1.0 | 1.0 | ||
| 合金名 | 规格 | 安全弯折系数 | 板厚0.15mm数值 | ||
|---|---|---|---|---|---|
| 与轧制方向间的角度 | 与轧制方向间的角度 | ||||
| 0° | 90° | 0° | 90° | ||
| 8 | HT | 1.0 | 1.0 | 0.0 | 0.0 |
| 11 | HT | 2.0 | 2.0 | 0.0 | 0.0 |
| 合金名 | 规格 | 安全弯折系数 | 板厚0.15mm数值 | ||
|---|---|---|---|---|---|
| 与轧制方向间的角度 | 与轧制方向间的角度 | ||||
| 0° | 90° | 0° | 90° | ||
| 7 | 1/2HT | 0.0 | 0.0 | 0.0 | 0.0 |
| HT | 1.5 | 1.5 | 0.0 | 0.0 | |
| EHT | 2.0 | 1.5 | 0.3 | 0.0 | |
铍铜和其他的多数金属一样,可以通过锡焊,银钎焊接,电弧焊接等焊接方法。
软钎焊剂可以在约200-350°C的低温下焊接,时间较短,且不影响材料的机械性能。
因为银钎焊在600-800°C下焊接,铍铜的強度会软化,但因为金属的组织变化少,在通过315°C下2-3小时追加时効硬化的热处理后,硬度會回复到时效硬化热处理的強度,所以应在使用银钎焊之后进行热处理是比较好的方法。无论是哪一种焊接都应小心避免油污和变色发生。
焊接时的助焊剂必须通过洗涤去除,因为焊接后许多类型的助焊剂都会造成金属材料腐蚀。
铍铜的电阻焊接一般采用薄板的点焊,铍铜合金25合金和165合金和容易利用点焊焊接,但由
于铍铜11合金具有很强的导电性,所以最适宜的条件应该是放射状並选择适当的电极材料和电用控制。
点焊铍铜合金时,效果最好的就是电容器放电或交流脉冲短时间产生大量热量时来取得良好的焊接效果,因为铍铜11合金的导电较高,电极导电率至少需要IACS75%。通常铬铜或锆铜也很常用,但因为铝铜高温下张力強度较高,因此也是首选材料。
铍铜在热处理中,表面常常产生氧化膜。
在进行进一步的电镀和焊接工序前氧化膜必须被除去,常用的清洁方法如下:
把产品分散放入20%的稀硫酸中加热至50-90摄氏度,氧化膜几分钟内就会被除去,如果时间允许,也可以在室温下将铍铜浸入溶液中一个晚上,因为油脂污染造成的氧化膜不能通过酸洗清除,所以在进行时硬化前要进行脱脂处理。
铍铜合金表面任何的油脂都会造成表面污点或影响后序热处理,电镀焊接的效果,在冲压中一旦使用了冲压油,冲压后就必须进行脱脂,如果冲压油中氯或硫含量较高,脱脂方法就要经过仔细估算或者避免使用这类冲压油。
苯骈三氮 (C6H4N2-NH) 常用来预防空气造成的铜合金变色,它在铜合金表面形成二价铜的苯骈三氮唑 (C6H4N3)2Cu,不溶于水和其他溶剂的特性,它对电镀的预处理过程不产生影响,因为它在100摄氏度或温度高时升华,所以对时效硬化处理也没有影响。
本页记载的合金名,产品名,标准名称仅表示NGK产品与各标准中规定的产品类型的对应关系。并不表示NGK的产品材质,实验方法等和标准完全一致。
咨询金属
关于铍铜产品的询问,请联系我们
恩基客 (中国) 投資有限公司 金属事业部